E309LT1-1 Taybetmendiyên Razor ên Fluêrê Stainless
E309LT1-1 Stainless Flow Flux Cored Wire Welding Gmaw (MIG) ALLOY WELDING
E309LT1-4 Stainless FLIX Cored Wire Welding Gmaw (MIG) WELDING ALLOY
E316LT1-1 Stainless Flow Flux Cored Wire Welding Gmaw (MIG) welding welding
Ji bo alloyên bingehîn ên li ser alloyên bingehîn ên wergirê yên xweşkirî hatine çêkirin
Ji bo karûbarê germahiya bilindkirî ya bilindkirî maqûl e
Hemû helwest, bi navgîniya vertikal a vertical, tofana gûzê ya bêpergal
Grey - spî (post anodized) reng
Standard : AWS E309LT1-1 | Berhevoka kîmyewî% |
C | Mn | Si | Ni | Birr CR CR CR | Mo | Cu | S | P |
Sinif E309LT1-1 | ≤ 0.04 | 0.5 ~ 2.5 | ≤ 1.0 | 12.0 ~ 14.0 | 22.0 ~ 25.0 | ≤0.50 | ≤0.03 | ≤ 0.04 |
E309LT1-1 Razor Stain Clored Flow
 E309LT1-1 Pêla Gencless Stainless Stain Cored Wire Welding.pdf
E309LT1-1 Pêla Gencless Stainless Stain Cored Wire Welding.pdf
E309LT1-1 Razor ên Zevî yên Stêrkî Stainless Taybetmendiyên
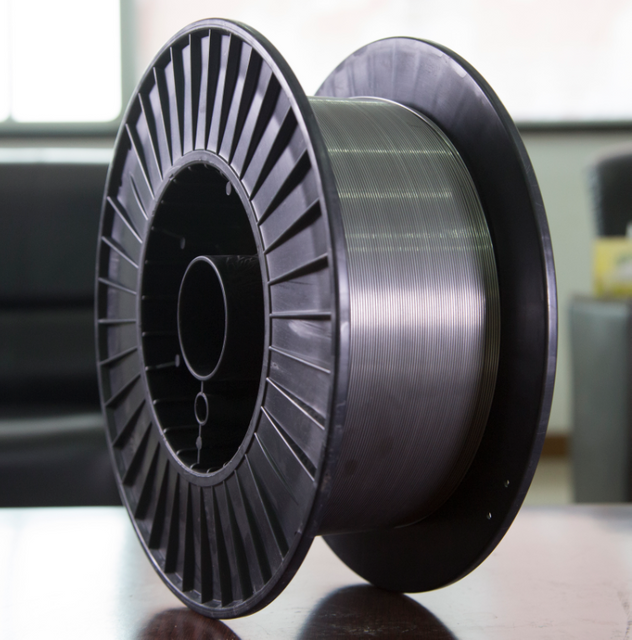
Awa | Spool (MIG) |
Specification (mm) | 0.8、0.9、1.0、1.2、1.6 | Hevdan | S100 / 1kg S200 / 5kg S270, S300 / 15kg-20kg |
Taybetmendiyên mekanîkî | RM / MPA | A (%) |
≥ 520 | ≥ 35 |
Mig Welding | ( Mm ) | 1.2 | 1.6 |
Niha - a | 120 ~ 250 | 160 ~ 300 |
E309LT1-1 Vîdyoya Welding Stêrka Stainless
E309LT1-1 Wire Wire Wire Wire Wire Factory

E309LT1-1 Razor a Stêrkî ya Stenless Serîlêdana
Razor barbed wire raya giştî ya parçeyên avbolê yên parçeyên karbonê û strukturên alloy ên bi hêza tensanî re 490 MPA di welding-ê de di welêt de bi gelemperî tê bikar anîn.

E309LT1-1 Belavkirina Wire Cored Whire Stêrk

E309LT1-1 Wire Wire Stransê ya Stenless You You Get
Best E309LT1-1 Flux Wire Welder - Flux Core Stainless Wire - Bazor Flux Core Wire Welling Wire
Li MM-ê Mezinahiya Rainê Wire Wire Wire Wire-ya Stainless hilbijêrin: 0.8mm / 0.9mm / 1.0mm / 1.2mm / 1.6mm
Mezinahiya welding ya Flux Cored Wire In inch: 0.030 / 0.035/0,040 / 0.045/0004 / 0.079 / 3/16
Weight Spool Wire Wire Wire Wire (Package): 0.5kg / 2kg / 7kg hilbijêrin
Mezinahiya weya Stainless Flux Core-ê hilbijêrin: 1.2mm / 1.6mm / 2.0mm
Wire Tubeya Wire-ya xwe hilbijêrin (Package): 2kg / 5kg / 10kg / 1LB / 2LB / 4.5LB / 15.5LB / 20LB
E309LT1-1 Zeytûnê ya Zevî ya Zevî ya Zêrîn Zanîna
Pêdiviyên Razor ên Zêrîn ên Bazless Bazless
Elektrodên li ser spools û di navbêna (tevî drums) de ew e ku kink, pêl, pêlên hişk, dorpêçkirin, an webê nayên dîtin, ji bo çareserkirina azadiyê bê sînorkirin. Derveyî elektrodê (dawiya ku welding bi welding tbegin) were nasîn da ku ew bi hêsanî were dîtin û were girtin da ku hûn nekevin.
Cast û helixê li Coilsspools, û drums wê wusa be ku elektrod dê di alavên otomatîkî û semiatutomatîk de bi rengek bêhempa bide.
Mig Flux Core Wire Filler Nasname Metal
Agahdariya hilberê û agahdariya pêşîn a ku di beşa 25 de hewce ye, nîşankirina pakêtan, ji bo nîşankirina her pakêtê jî dê li ser her coil, spool, û drum xuya bibe.
Coils bêyî piştgirî dê tagek hebe ku ev agahdariya ku bi ewlehî ve girêdayî ye elektrodê li ser
Di hundurê dawiya kokê de.
Flux Core Leza Lezgîn û Kevirên Voltage yên bi Piştgirî agahdariya ku bi ewlehî li ser piştgiriyê tê girêdan hene.
Spools dê agahdariya ku bi ewlehî li cîhek berbiçav a li derûdora herî kêm yek heye
Flange of the Spool.
Mig Flux Core Wire Drums dê agahdariya ku bi ewlehî li cîhek berbiçav li tenişta drumê tê girêdan hene.
Flux Core Packaging Wire Aluminium Wire
Elektrodên bi baldarî têne pak kirin da ku di dema barkirinê û hilanînê de di bin şert û mercên normal de piştrast bibin.
Agahdariya hilberê jêrîn (wekî kêmtirîn) dê bi zagonî were nîşankirin da ku ji derveyî pakêta yekîneyê xuya bibe.
(1) Aws Specification (Mijara Salê Dibe ku ji derve were rakirin) û kategorkirin, ligel sêwiranên vebijarkî yên pêkanîn
(2) Navê pêşkêşker û sêwirana bazirganiyê
(3) giraniya mezin û net
(4) hejmar, kontrol, an hejmar germ
E309LT1-1 telikê ya zengilandî ya zindî ya zirav hişyariya
Gazê Pîvana Gazê, Berî bikar bînin, xwendin û fêm bikin û fêm bikin û fêm bikin û famkirina daneyên danûstendina maddî (MSDSS), û pratîkên ewlehiya kardêr.
Flux Wire Welder, Dabeşa elektrîkê ya zindî nagire.see Standard Amerîkî Standard, ANSI 249.1, ewlehiya li welding.
E309LT1-1 FAQ FAQ FAQ FAQ
Stainless Steel Flux Cored Mig Wire 10 Brand Famous Famous Factory?
1: Sanzhong, 2: Giant, 3: Bohler, 4: Rural King, 5: Lincoln, 6: Hyundai, 7: Blue Demon, 8: Esab, 9: Oxford, 10: Pira Zêrîn
Flux-Pored Mig Wire-Cored Mig Wire and Factories an Wholesale li welatên weha xuya dike?
Chinaîn, Amerîka, Brezîlya, Englandngilîz, Rûsya, Polonya, Hindistan, Pakistan, Newzealand, Kore, Australia, Dubai, Tirkiye, Endonezya, UAE.
Meriv Wireawa Razor Flex-a Flux-ê ya Flux Cored-a-Zimanê Paqijkirî ya Bawer hilbijêrin?
1. Divê xebatek welding were rakirin, dermankirina rakirina rust.
2 Di dema Weldînê de, diherike gazê bi gelemperî di navbera 20 û 25 l / min de ye.
3.
4. Pêdivî ye ku humidity weldehouse wire wire wireu ji% 60 zêdetir were domandin.
5
E71T-1C û E71T-1M, Sêwirana Gaza Shielding.2 Cureya gazê ya parastinê ya ku ji bo çîna hatî bikar anîn destnîşan dike. Nameya 'C ' destnîşan dike ku elektrodê bi karanîna gazê% 100% CO2 Mielding tê veqetandin. Nameya 'm ' destnîşan dike ku elektrodê bi karanîna gaza 75-80% Argon / balans CO2 gazê ye. Gava ku ti sêwiranvan di vê pozîsyonê de xuya nake, ew destnîşan dike ku elektrodê ku tê çandin bixwe ye û ew gaza mertal a derveyî nayê bikar anîn.
Nîşe: Têlika firotanê bi Flux
yek. Mezinahî û giraniya netîce ji bilî yên diyarkirî dibe ku wekî ku di navbera dabînker û kirînê de tête peyda kirin.
b. Id = Inside Diameter, OD = Derveyî Derveyî
c. Tolerance li ser giraniya netîc dê% 10 be.
d. Wek ku di navbera dabînker û kirînê de tête pejirandin.
E309LT1-1 Bikaranîna Wire Wire Wire Wire
Dikare celebek welêt stainless ya bêna ya bez AWS A5.22: E307T0-1, E307T0-3, E307T0-4, E307T0-5,
E307T1-1, E307T1-2, E307T1-3, E307T1-4, E307T1-5, E308T0-1, E308T0-3, E308T0-4, E308T0-5, E308T1-1, E308T1-1, E308T1-3, E308T1-4, E308 T1-5, E308LT0-1, E308LT0-4, E308LT0-4, E308LT1-1, E308LT1-3, E308LT1-4, E308LT1-4, E308HT0-1, E308HT0-1, E308HT0-4, E308HT0-4, E308HT1-5, E308HT1-1, E308HT1-3, E308HT1-4, E308HT1-5,
E308Mot0-1, E308 MO T0-2, E308 MO T0-4, E308 MO T0-4, E308 MO MO T1-1 , T0-1, E308 MO E308 MO T1-3, E308 T1-4 , E308 MO T1-5, E308LMot0-1, E308LMot0-2, E308LMot0-4, E308LMot0-5, E308LMot1-1, E308LMot1-2, E308LMot1-3, E308LMot1-4, E308LMot1-5, E309T0-1, E309T0-3, E309T0-4, E309T0-4, E309T1-1, E309T1-1, E309T1-4, E309T1-5, E309LCBT0-1, E309 LCB T0-3, E309 LCB T0-3, E309 LCB T0-4, E 409 LCB T0-5, E309 LCB T1-1, E309 LCB T1-2, E309 LCB T1-3, E309 LCB T1-4, E309 LCB T1-5, E309LT0-1, E309LT0-3, E309LT0-4, E309LT0-1, E309LT1-1, E309LT1-3, E309LT1-4, E309LT1-5, E316LT0-1, E316LT0-3, E316LT0-4, E316LT0-1, E316LT1-1, E316LT1-3, E316LT1-4, E316LT1-5, E309MOT1-1, E309LMOT1-1, E309LNIMOT1-1, E310T1-1, E316T1-1, E347T1-1, E447T1-1, E410T1-1, E410T1-1, E410NIMT1-1, E308HMOT0-1, E309Mot0-3, E309LMOT0-3, E309LNIMot1-3, E310T0-3, E316LT0-3, E316LT0-3, E316LT0-3, E447T0-3 , E409T0-3, E410T0-3 , E410T0-3, E410T0-3, E410T0-3, E410NIMOT0-3, E410niT1-3, E430T0-3, E2209T0-3, E2553T0-3, E2594T0-3, R308LT1-5, R39LT1-5, R316LT1-5, R347LT1-1, R347LT1-1.
Klasîkbûna E309LT1-1. Elektrodên vê kategoriyê bixwe-parastî ne, li ser DCEN-ê dixebitin, û veguhestina tîpa spray-spray. Ew ji bo welding yek- û pirrjimar elektrodên armancên giştî ne
di hemî cihan de. Bikaranîna wan bi gelemperî li ser pîvanên mezintir ji 3/4 di [19 mm] de nayê pêşniyar kirin. Pêdivî ye ku hilberînerê elektrodê ji bo pêşniyarên taybetî were şêwir kirin.
 English
English العربية
العربية Français
Français Русский
Русский Español
Español Português
Português Deutsch
Deutsch italiano
italiano 日本語
日本語 한국어
한국어 Nederlands
Nederlands Tiếng Việt
Tiếng Việt ไทย
ไทย Polski
Polski Türkçe
Türkçe Bahasa Melayu
Bahasa Melayu Filipino
Filipino Bahasa Indonesia
Bahasa Indonesia magyar
magyar Română
Română Čeština
Čeština Монгол
Монгол қазақ
қазақ Српски
Српски हिन्दी
हिन्दी فارسی
فارسی Slovenčina
Slovenčina Slovenščina
Slovenščina Norsk
Norsk Svenska
Svenska українська
українська Ελληνικά
Ελληνικά Suomi
Suomi Հայերեն
Հայերեն עברית
עברית Dansk
Dansk اردو
اردو বাংলা
বাংলা Hrvatski
Hrvatski Afrikaans
Afrikaans Gaeilge
Gaeilge Eesti keel
Eesti keel Māori
Māori नेपाली
नेपाली Oʻzbekcha
Oʻzbekcha latviešu
latviešu Azərbaycan dili
Azərbaycan dili Беларуская мова
Беларуская мова Български
Български Kurdî
Kurdî Кыргызча
Кыргызча


















































 简体中文
简体中文